


问答资讯
设备升级核心困惑:用PLC控制柜替换旧系统,需要注意哪些关键点?
来源:HZVOLT 时间:2026-04-26 22:41:09
一、 引言:升级的价值与复杂性
在工业自动化领域,用新一代PLC控制柜替换老旧继电器系统、早期PLC或DCS子系统,是提升生产效率、实现智能化转型的常见举措。这不仅意味着硬件的新旧更替,更是一次对控制系统架构、软件逻辑及运维模式的全面革新。成功的升级能带来可靠性提升、功能扩展和维护便捷等显著收益;但若规划不周,则可能陷入工期延误、成本超支甚至系统不稳定的困境。面对这一核心困惑,厘清从评估、设计到实施、验收的全流程关键点,是确保升级项目平稳落地的重中之重。
二、 前期深度评估与规划:谋定而后动
升级绝非简单的“一对一”替换。在动工前,必须对现有系统进行“全身检查”,并明确新系统的所有目标。这一阶段的细致程度,直接决定了后续工作的成败。
1. 全面诊断旧系统
首先,必须制作一份详尽的现有I/O点清单,包括所有数字量输入/输出、模拟量输入/输出的点位、信号类型、量程、现场设备及当前用途。其次,深入理解并完整备份旧有控制逻辑,无论是继电器梯形图、旧版PLC程序还是操作工的经验法则,都需要转化为可分析的文档。此外,还需梳理所有内外部的通讯接口与协议(如Modbus、Profibus、4-20mA等),评估与上位机(HMI/SCADA)、其他PLC、仪表、变频器等设备的连接关系。
2. 明确新需求与目标
除了复制旧功能,更要规划新价值。需明确:是否需要增加新的I/O点或控制回路?是否要集成更先进的PID调节、运动控制或安全(Safety)功能?是否需要升级人机界面(HMI)以实现更直观的操作和更丰富的数据可视化?网络架构是否要从现场总线升级为工业以太网(如Profinet、Ethernet/IP)以提升数据吞吐量和集成能力?同时,必须考虑未来3-5年的扩展性需求,在PLC选型、电源容量、柜内空间和通讯端口上预留适当余量。
三、 硬件设计与选型的关键考量
硬件是系统的骨骼。基于前期评估,新PLC控制柜的设计与器件选型需兼顾性能、可靠性与经济性。
1. PLC与I/O模块选型
选择PLC品牌和型号时,需综合考虑处理能力、内存容量、通讯端口数量、编程软件生态和团队熟悉度。I/O模块的选型必须与现场信号严格匹配,并预留10%-20%的备用点。对于关键控制回路,应考虑采用冗余配置(如电源、CPU、通讯模块),以提升系统可用性。特别注意旧系统中的特殊模块(如高速计数、定位模块),需找到性能等同或更优的新型号替代。
2. 柜体布局与电气设计
新柜体的布局应遵循强弱电分离、散热通畅、便于维护的原则。PLC、通讯模块等弱电部件应与断路器、接触器、变频器等强电部件分区布置,必要时加装金属隔板。电源设计需计算总负荷,选择合适容量的开关电源,并考虑为后续扩展预留功率。接地系统必须规范,包括系统工作地、保护地和屏蔽地,确保单点接地,以有效抑制电磁干扰,这是新系统稳定运行的重要保障。
四、 软件迁移与程序开发的核心步骤
这是升级的“灵魂移植”过程,将旧系统的控制思想用新的编程语言和平台重新实现,并优化升级。
1. 逻辑转换与程序重写
切勿尝试直接“翻译”旧的继电器逻辑或老旧指令。应利用新PLC更强大的编程能力,用结构化、模块化的思想重新设计程序。将复杂的工艺流程分解为功能块(FB)或函数(FC),使程序结构清晰、易于调试和维护。特别注意时间和计数逻辑的转换,新旧PLC的扫描周期和指令执行时间可能不同,需重新测试和校准。
2. 人机界面与数据集成
新的HMI/SCADA画面设计应更符合人机工程学,提供更丰富的趋势曲线、报警管理和报表功能。确保新PLC与HMI、上位机管理系统之间的数据标签点表定义准确无误,通讯连接稳定。如果涉及与MES、ERP等高级系统的集成,需提前定义好数据接口规范。
3. 仿真测试与工厂验收
在设备出厂前,务必进行彻底的工厂验收测试。利用PLC仿真软件和HMI模拟环境,构建一个完整的虚拟被控系统,对所有控制逻辑、连锁保护、报警功能进行充分测试。这能最大程度地在现场调试前发现和解决软件问题,极大缩短现场停机时间。
五、 现场实施与系统切换的周密方案
现场安装与切换是最后、也最具风险的临门一脚,需要有详尽的应急预案和严谨的操作流程。
1. 安全施工与旧线标识
切换前必须执行严格的上锁挂牌(LOTO)程序,确保设备和人员安全。在拆除旧线路前,务必对每一根线缆进行双重标识(标签+图纸对应),并拍照存档。新柜安装就位后,严格按照图纸接线,并逐点进行导通性和绝缘测试。
2. 分阶段调试与切换
尽量避免“一次性”全系统切换。应采用分阶段、分区域的策略。例如,先调试和切换不影响生产的公用工程部分(如空压机、循环水),再切换主生产线。在每个子系统上电后,先进行静态I/O点测试(强制点位),再在手动模式下测试单个设备动作,最后进行自动联调。
3. 并行运行与回退计划
在条件允许的情况下,安排新、旧系统短时间并行运行,对比输出结果,确保万无一失。最重要的是,必须制定清晰的回退预案:一旦新系统在切换后出现不可解决的严重故障,应能迅速、安全地切换回旧系统,保证生产不中断。所有参与切换的人员都必须熟悉此预案。
六、 文档移交与人员培训:保障长效运行
项目成功的标志不仅是系统顺利投运,更在于后续能否被有效运维。完整的文档和系统的培训是这一目标的基石。
1. 交付完整的项目文档
交付物必须包括:最终版的电气原理图、柜内布置图、接线图;带详细注释的PLC程序源代码和变量表;HMI画面文件及操作说明;设备手册、模块手册;以及记录所有调试参数和特殊设置的竣工报告。这些应是可编辑的电子版,方便未来维护。
2. 开展多层次的人员培训
培训对象应覆盖操作工、维护工程师和工艺工程师。对操作工,重点培训新HMI的日常操作、报警确认和应急处理流程。对维护人员,需深入培训系统硬件构成、软件基本修改、故障诊断和备件更换方法。确保关键用户有能力应对日常问题和进行简单维护。
总之,用PLC控制柜替换旧系统是一项系统工程,技术与管理并重。从精准的前期“诊断”,到严谨的硬件设计与软件重写,再到周密的现场切换与完善的知识移交,每一个环节都需审慎对待。唯有如此,才能将升级过程中的风险降至最低,最终收获一个更智能、更可靠、更易于维护的新生控制系统,为企业的持续发展注入强劲的自动化动力。
关注公众号
了解更多知识
相关产品


-

Q:自动化设备频繁重启有哪些原因
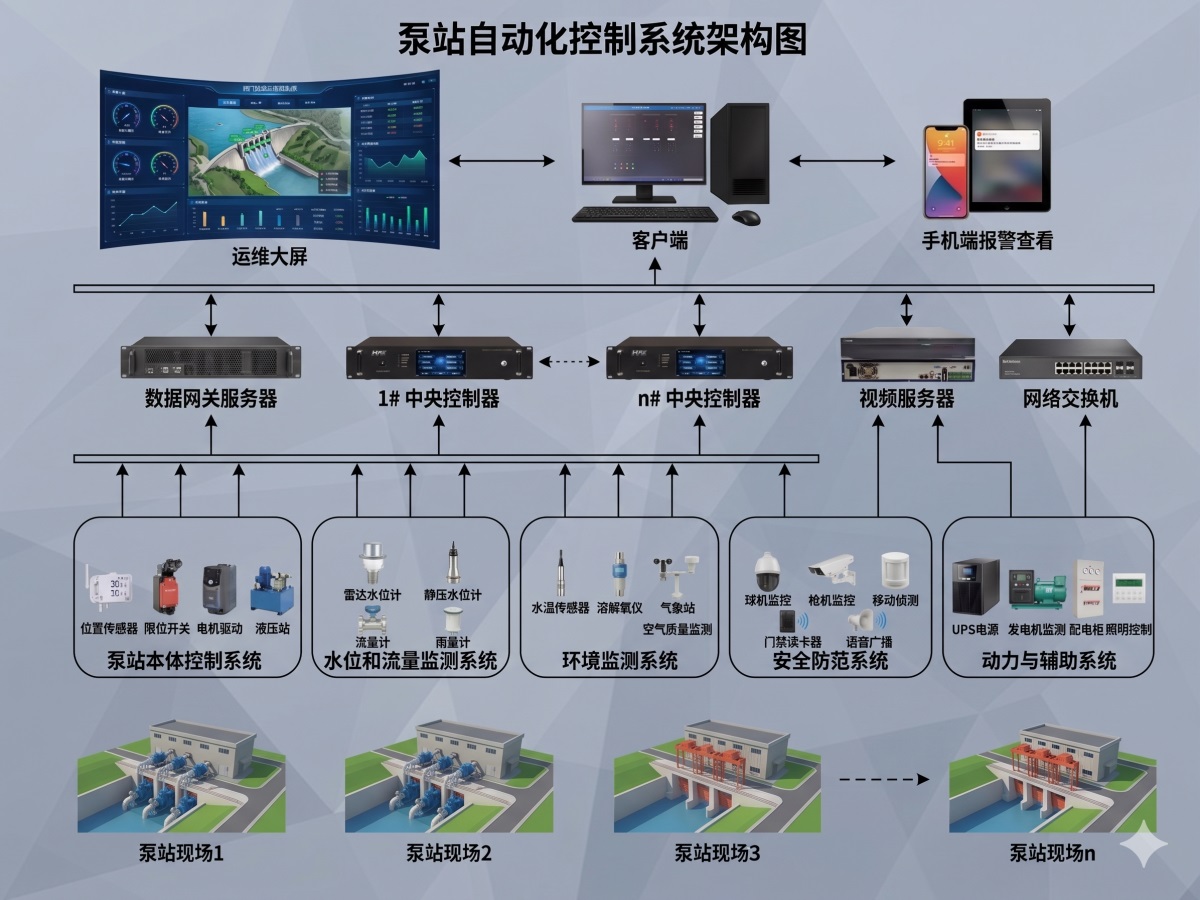
自动化设备作为水电站控制系统的重要组成部分,承担数据采集、逻辑控制、设备联锁以及运行监视等任务。如果设备频繁重启,不仅会影响实时监控和控制功能,还可能导致历史数据丢失、报警信息异常、设备控制延迟,严重情况下甚至影响机组安全稳定运行。
2026-07-20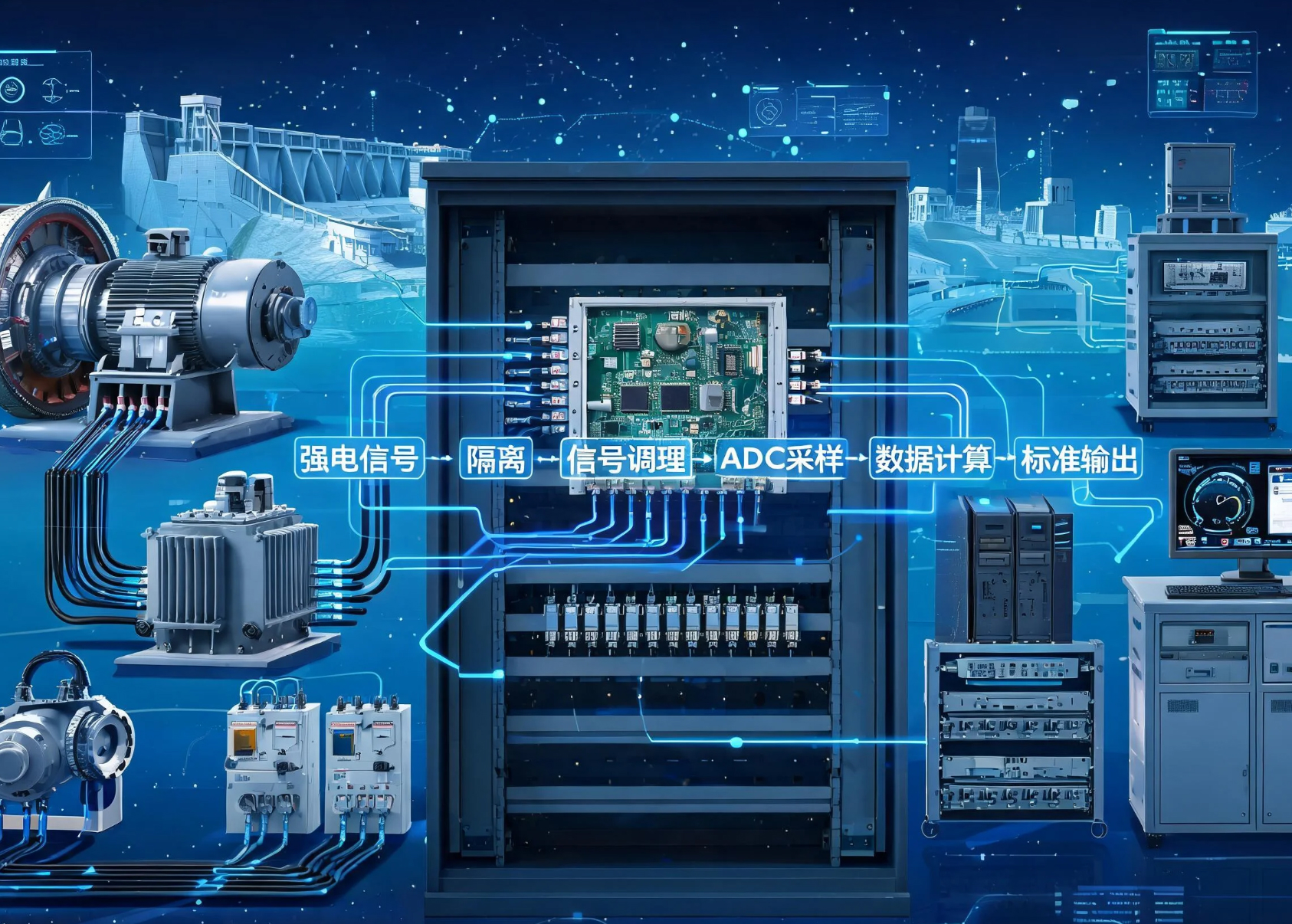
Q:电量变送器如何实现信号转换?
电量变送器主要用于测量电压、电流、功率、频率、功率因数等电气参数,并将这些强电信号转换为自动化系统能够识别和处理的标准信号,例如4~20mA模拟量信号、0~5V电压信号或数字通信信号。
2026-07-17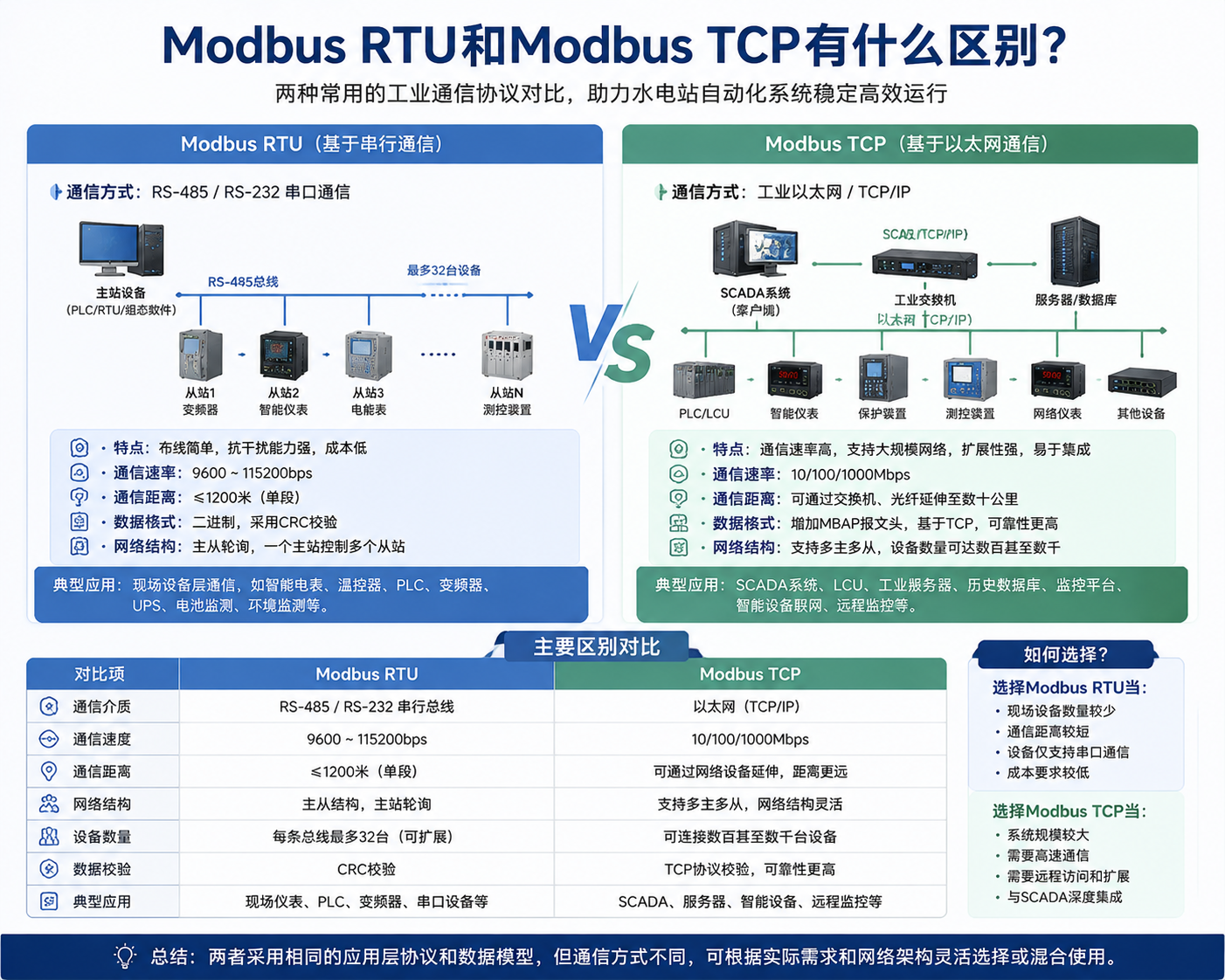
Q:Modbus RTU和Modbus TCP有什么区别?
Modbus RTU基于RS-485或RS-232串行通信,而Modbus TCP则基于工业以太网和TCP/IP网络通信。两者采用相同的数据模型和寄存器访问方式,但在通信介质、传输效率、网络结构以及应用场景等方面存在明显差异。
2026-07-16
相关问答咨询
更多

